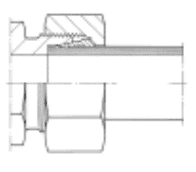
1. Aufbau und Funktion von Schneidringverschraubungen
Seit vielen Jahren werden die Schneidringverschraubungen von HANSA-FLEX in der Praxis erfolgreich eingesetzt.
Diese nach DIN EN ISO 8434-1 bzw. DIN 2353 genormten Bauteile der hydraulischen Verbindungstechnik dichten aufgrund ihrer geometrischen Form Hydraulikrohre und Verschraubungen einfach, zuverlässig und sicher ab.
Bei der Montage, die sowohl im Verschraubungsstutzen als auch in speziellen Vorrichtungen erfolgen kann, wird durch das Anziehen der Überwurfmutter der Schneidring mit seinen Kanten in axialer Richtung bewegt.
Dieser Vorschub, der über einen Montageweg genau definiert ist, sorgt für ein Eindringen der Schneidkanten in die Oberfläche des Hydraulikrohres.
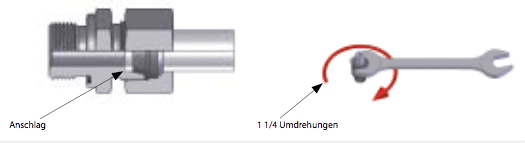
Eine eigens ausgebildete Stopkante verhindert hierbei Übermontagen, das vor den Kanten aufgeworfene Rohrmaterial wird kaltverfestigt.
Die Außenflächen des Schneidrings übertragen die einwirkenden Kräfte gleichmäßig auf den gesamten Dichtkonus der Verschraubung; die Innenkontur ist so ausgebildet, dass der Schneidring als federndes Bauteil zwischen Überwurfmutter und Verschraubungsstutzen eingespannt wird.
Diese Federwirkung dämpft Schwingungen und erhöht die Sicherheit der Verschraubung bei auftretenden Biegewechselbelastungen und Druckstößen.
Bei Beachtung der Montageanleitung sind Wiederholmontagen sicher und zuverlässig durchführbar. Die Schneidringe mit Elastomerabdichtung arbeiten nach dem gleichen Funktionsprinzip, sie sind jedoch mit zusätzlichen Elastomerdichtungen versehen, um die Betriebssicherheit noch weiter zu erhöhen.
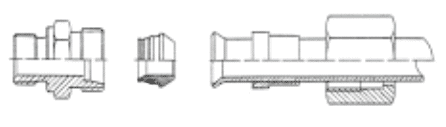
2. Aufbau und Funktion von Bördelverschraubungen
Die HANSA-FLEX Bördelverschraubungen stammen aus dem Hochdruckbereich und kommen häufig bei Anwendungen, welche starken Schwingungen ausgesetzt sind, zum Einsatz.
Sie sind selbstverständlich mit den Standard-Verschraubungsstutzen montierbar, zur Montagevorbereitung muss jedoch das Rohrende mit einem genormten 37°-Bördelkegel versehen werden.
Die gesamte Rohrverschraubung besteht aus dem Verschraubungsstutzen, dem O-Ring gedichteten Zwischenring, dem Druckring und der Überwurfmutter.
Die Abdichtung erfolgt verschraubungsseitig durch den O-Ring des Zwischenrings, während standardmäßig die rohrseitige Abdichtung durch die Metallflächen des Bördelkegels und des Zwischenrings erreicht wird.
3. Aufbau und Funktion von Schweisskegelverschraubungen
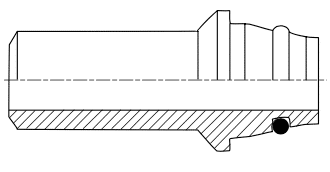
Die HANSA-FLEX Schweißkegelverschraubungen bieten eine weitere Möglichkeit der Verbindung von genormten Hydraulikrohren und Verschraubungsstutzen:
Der mit einem O-Ring versehene Dichtkonus ist so ausgeformt, dass er genau in das Gegenstück des Verschraubungsstutzens passt.
Vor dem Verschweißen muss der O-Ring jedoch entfernt werden und eventuell auftretende Schweißperlen müssen aus der O-Ring Nut bzw. aus der Armaturenbohrung entfernt werden.
4. Allgemeine Hinweise über Rohrverschraubungen
Die in unserem Katalog aufgeführten Rohrverschraubungen werden nach DIN 2353 bzw. DIN EN ISO 8434-1 gefertigt und sind für Anwendungen aus der hydraulischen Verbindungstechnik vorgesehen.
Das HANSA-FLEX Rohrverschraubungs-Programm enthält eine Vielzahl von Verschraubungstypen, welche über die Norm hinausgehen. Diese Sonderformen, wie z.B. Rohrverschraubungen mit Sprungmaßen sind mit ihren Anschlussmaßen der jeweiligen Norm angepasst, so dass eine Austauschbarkeit jederzeit gewährleistet ist.
Die Rohrverschraubungen sind für die in den Normen angegebenen Betriebsdrücke ausgelegt, teilweise werden die Forderungen der Norm noch übertroffen.
Die sichere Funktion unserer Rohrverschraubungen setzt jedoch eine genaue Einhaltung unserer beiliegenden Montagevorschriften voraus.
5. Werkstoffe
HANSA-FLEX Schneidring-Verschraubungen werden aus kaltgezogenem oder geschmiedetem Material hergestellt und entsprechen den technischen Lieferbedingungen für Rohrverschraubungen nach DIN 3859-1 sowie den Anforderungen der ISO 8434-1.
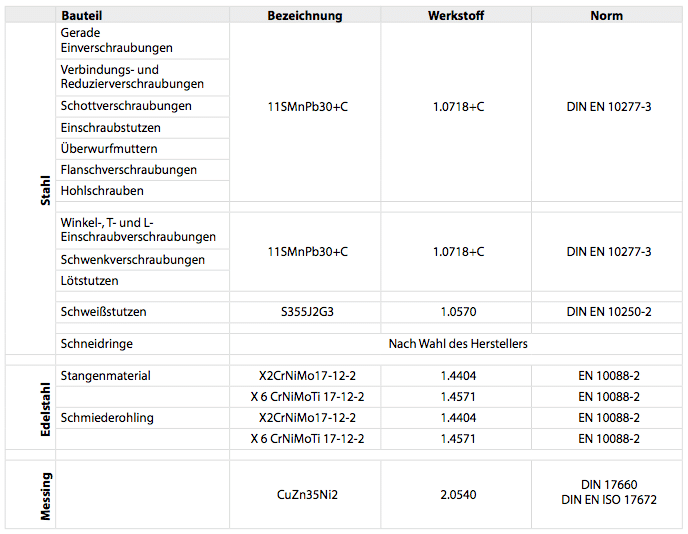
6. Oberflächenschutz
Die Oberflächen der Verschraubungskörper, Überwurfmuttern und Schneidringe aus Stahl sind standardmäßig durch eine CrVI-freie Zink-Nickel-Beschichtung nach DIN EN 15205 vor Korrosion geschützt.
HANSA-FLEX Schweißstutzen haben eine phosphatierte und geölte Oberfläche.
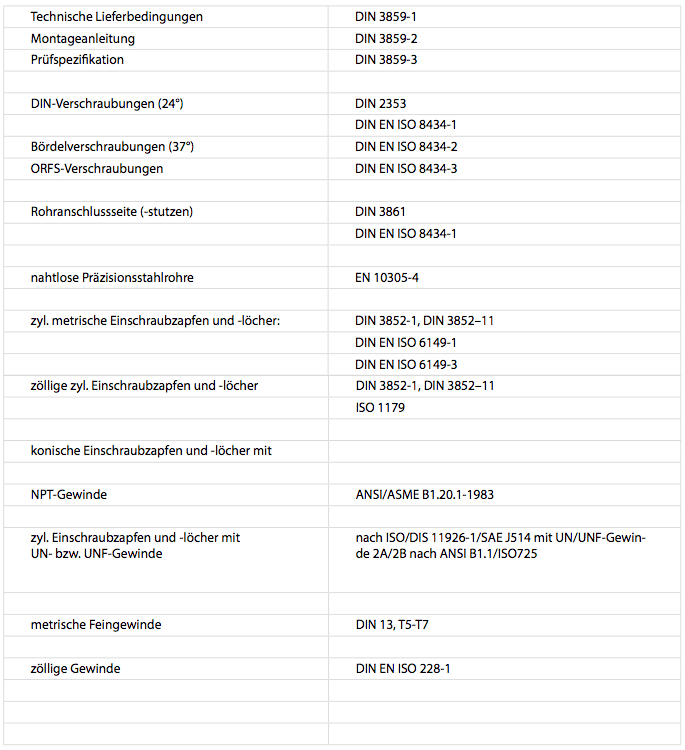
7. Normung
Verschraubungen
HANSA-FLEX Rohrverschraubungen sind nach DIN 2353 und DIN EN ISO 8434-1 genormte Bauteile der hydraulischen Verbindungstechnik. Bei Bestellungen werden häufig auch die Norm-Bezeichnungen verwendet. Die folgende Liste zeigt eine Auswahl der verschiedenen Bezeichnungen:
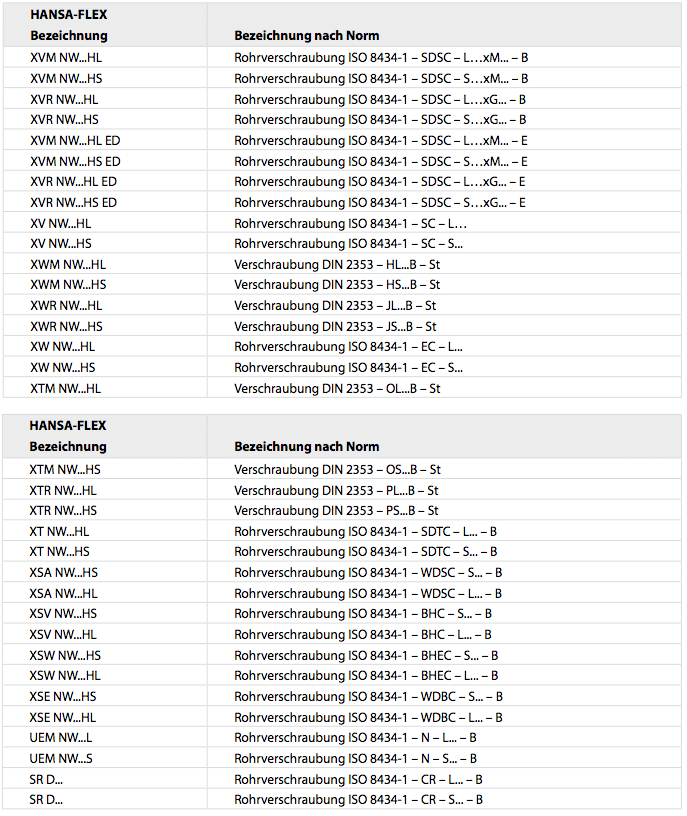
Relevante Normen für Rohrverschraubungen:
8. Betriebstemperaturen von 24°-Schneidringverschraubungen
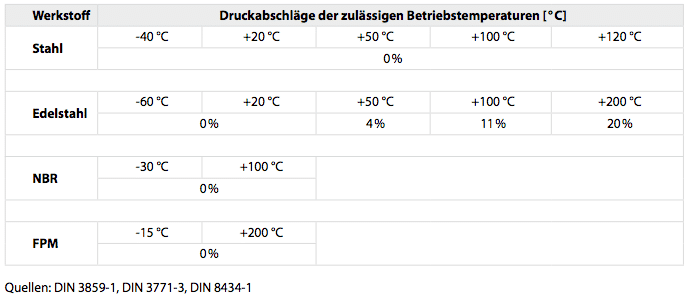
BEISPIEL:
Verschraubung aus Edelstahl
Druck: 400 bar
Temperatur: 200 °C
→ Druckabschlag von 20 % → Druckabschlag von 80 bar (400 x 20 %) → Druck der Verschraubung = 400 – 80 = 320 bar
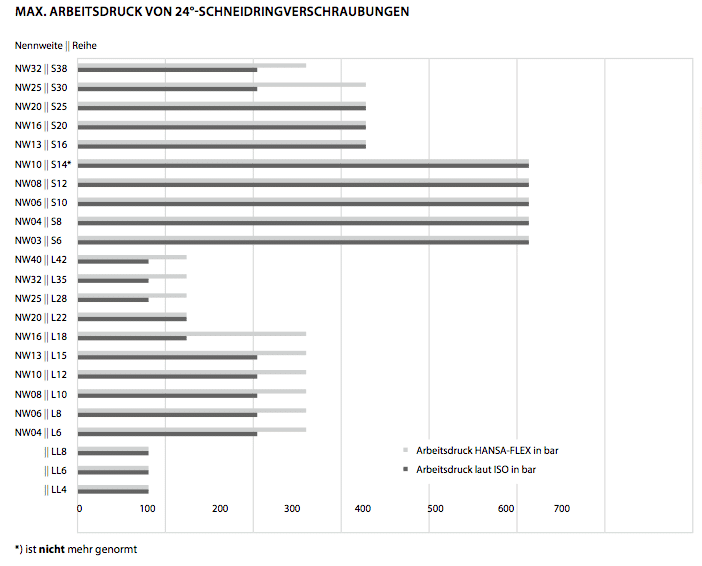
9. Betriebsdruck von 24°- Schneidringverschraubungen
Das HANSA-FLEX Verschraubungsprogramm ist je nach Druckstufe und Anwendungsfall in drei Baureihen unterteilt:
LL: sehr leichte Reihe
L: leichte Reihe
S: schwere Reihe
Häufig werden bei Verschraubungen Angaben zum Nenndruck PN genannt. Der Nenndruck PN ist lediglich eine Kenn- zahl, welche zur Identifizierung bzw. Bezeichnung eines Bauteils oder einer Anlage dient. Die Bezeichnung PN wird inter- national verwendet.
HANSA-FLEX Schneidringverschraubungen haben bei Angabe des Nenndrucks PN eine 4-fache Sicherheit. Bördelverschraubungen nach ISO 8434-2 haben ebenfalls einen Sicherheitsfaktor von 4.
Hierbei werden eine fehlerfreie Montage der Rohrverschraubung sowie eine einwandfreie Verlegung des Rohrleitungssystems vorausgesetzt.
Die HANSA-FLEX-Schneidringverschraubungen sind jedoch so ausgelegt, dass die in DIN EN ISO 8434-1 geforderten Druckwerte noch übertroffen werden. Die angegebenen Druckbereiche beziehen sich auf die Anschlussform.
Zu beachten sind die unterschiedlichen Einschraubformen, es können gegebenenfalls Abweichungen entstehen.
Rückfragen bitte an die Abteilung Anwendungstechnik.
10. Rohrsteiger Anschluss von Schneidringverschraubungen
Der rohrseitige Anschluss von HANSA-FLEX-Schneidringverschraubungen ist nach DIN 3861, Bohrungsform W bzw. DIN ENISO8434-1 genormt und garantiert somit eine Austauschbarkeit auch mit metrischen Armaturen für Hydraulikschlauchleitungen:
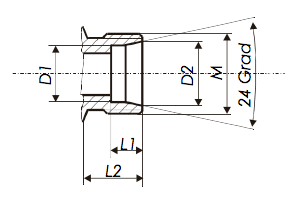
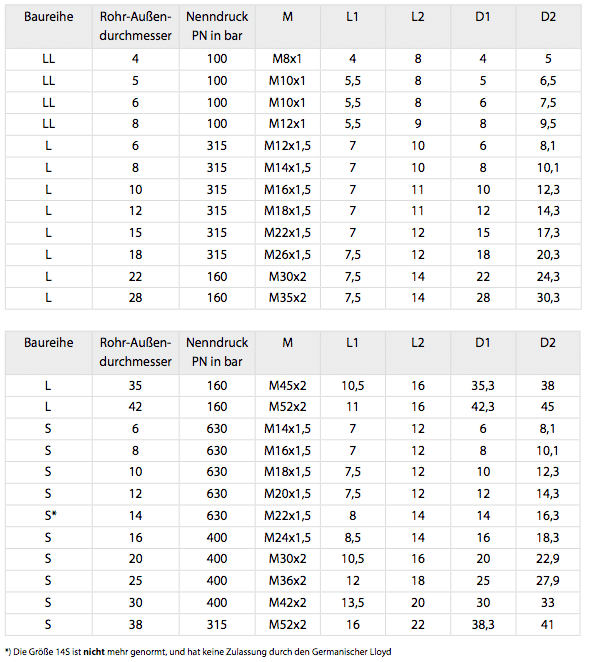
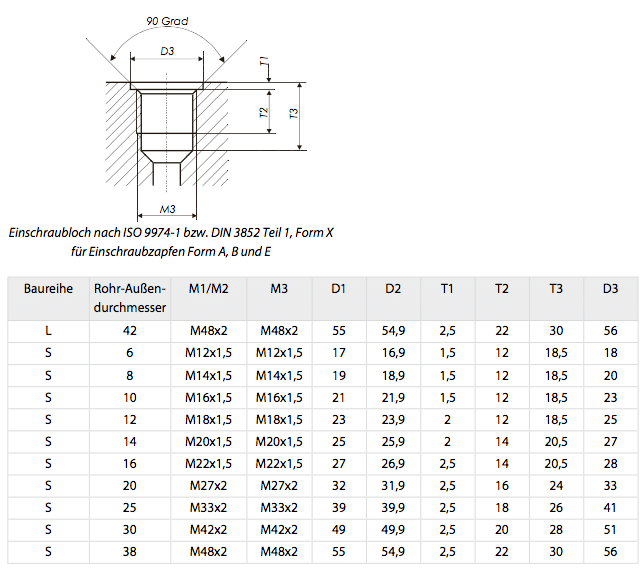
11. Einschraubzapfen und -Löcher von HANSA-FLEX Scheidringverschraubungen
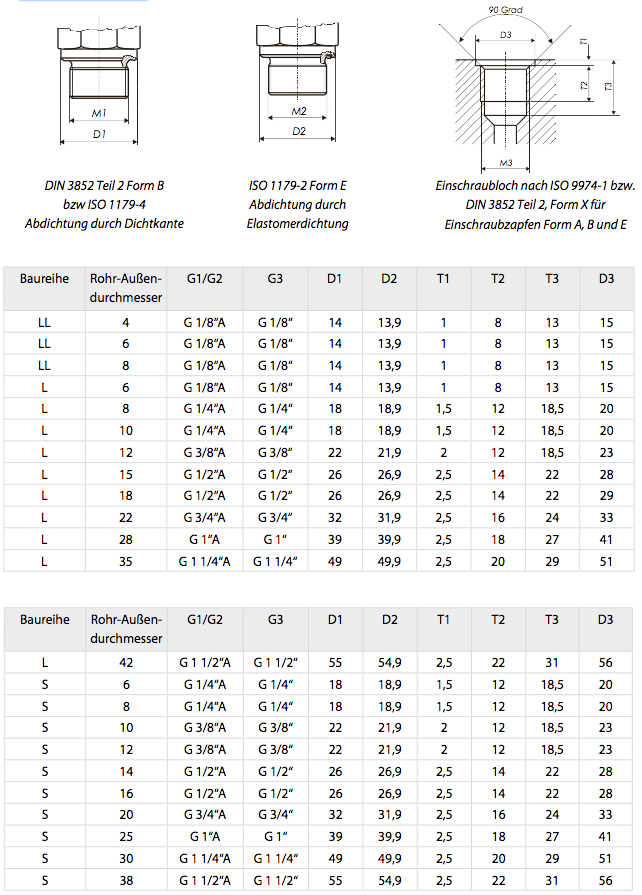
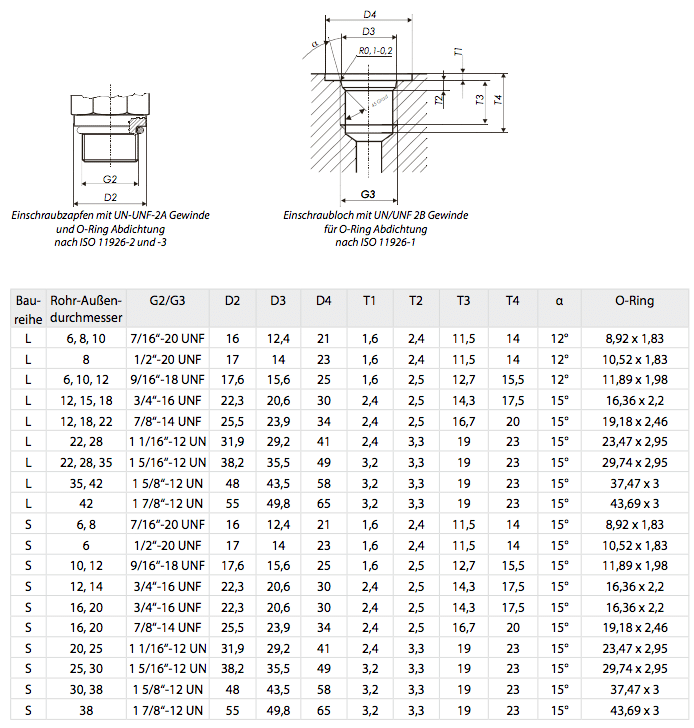
HANSA-FLEX Schneidringverschraubungen sind mit einer Vielzahl von genormten Einschraubgewinden lieferbar und ermöglichen somit eine Vielzahl von Anwendungen.
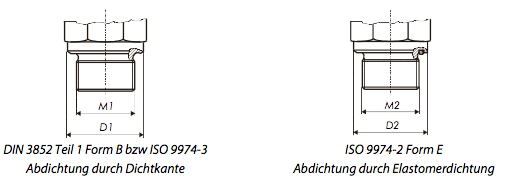
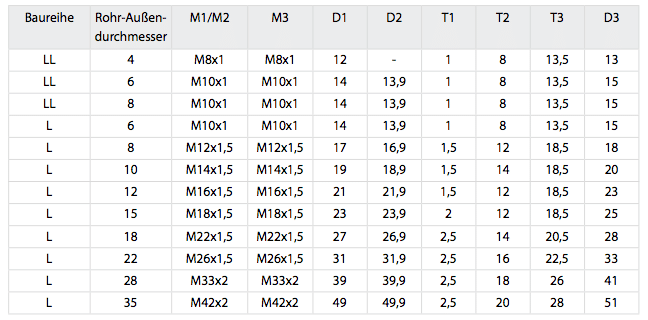
a) metrische Einschraubzapfen und -löcher nach DIN 3852 Teil 1, Form B, sowie ISO 9974-2 Form E mit dem dazugehörigen Einschraubloch Form X
b) zöllige Einschraubzapfen und -löcher nach DIN 3852 Teil 2, Form B, sowie ISO 1179-2 Form E mit dem dazugehörigen Einschraubloch Form X
c) Einschraubzapfen und -löcher für Rohrverschraubungen mit zylindrischen US-amerikanischen Gewindeanschlüssen nach ISO 11926-2/3
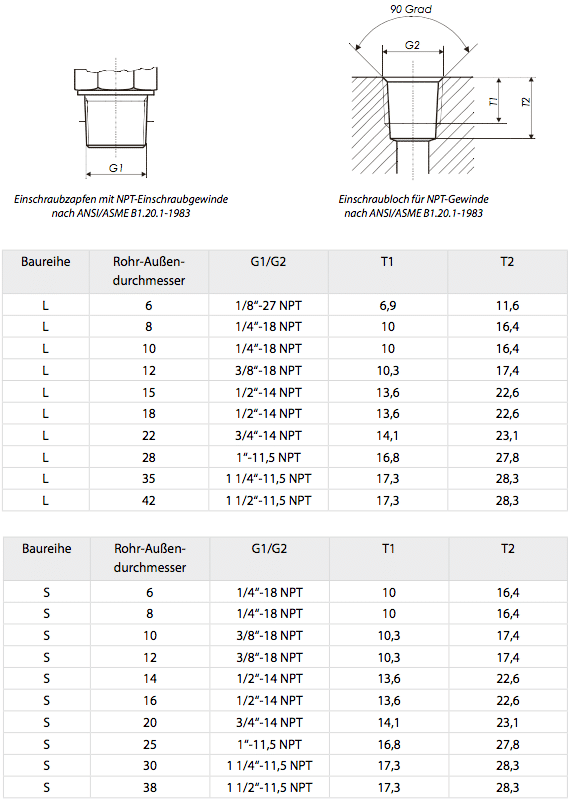
d) Einschraubzapfen und -löcher für Rohrverschraubungen mit NPT-Gewinde nach ANSI/ASME B1.20.1-1983
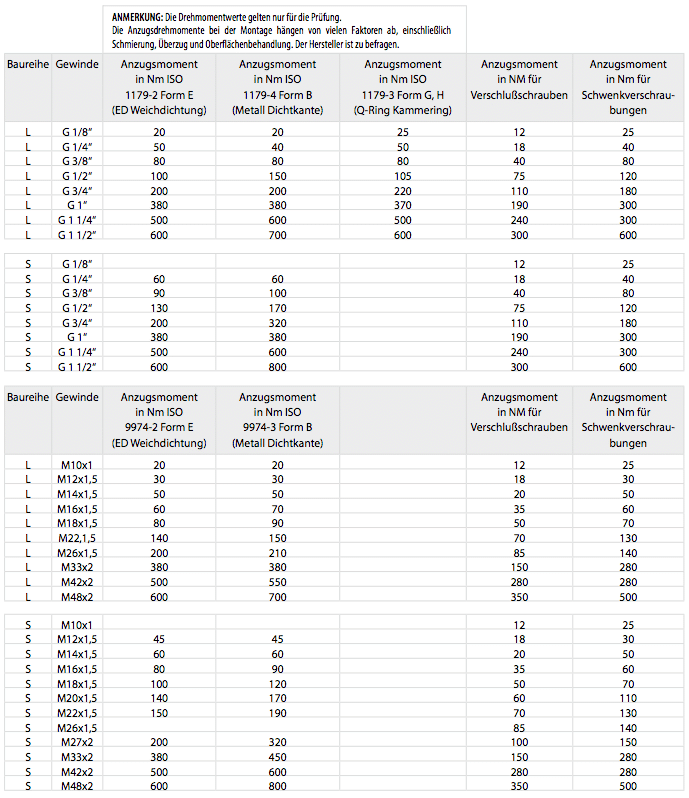
12. Anzugsmomente für Einschraubzapfen von HANSA-FLEX Schneidringverschraubungen
Die nachfolgend aufgeführten Anzugsmomente gelten für Rohrverschraubungen aus Stahl mit Einschraubzapfen, für Verschlussschrauben sowie für Schwenkverschraubungen, jeweils mit HANSA-FLEX CrVI-freie Zink-Nickel-Oberfläche und einem Gegenkörper, der aus dem gleichen Werkstoff gefertigt ist.
Anzugsmomente für Verschraubungen aus Edelstahl bzw. für Verschraubungen mit UN/UNF-Gewinden auf Anfrage.
Um eine optimale Abdichtung zu erreichen, müssen kegelartige Einschraubgewinde mit einem zusätzlichen Dichtmittel, wie z.B. Teflonband, versehen werden.
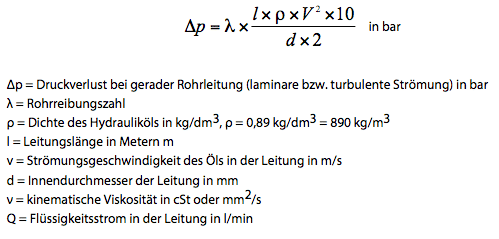
13. Bestimmung des Druckverlustes in Rohrleitungen
Die in hydraulischen Rohrleitungssystemen zwangsläufig auftretenden Druckverluste können entweder meßtechnisch oder rechnerisch erfaßt werden.
Die genaue rechnerische Bestimmung dieser Verluste ist nur mit einem erheblichen Aufwand möglich, an dieser Stelle sollen jedoch einige einfache Gleichungen zur überschlägigen Bestimmung von Druckverlusten in geraden Rohrleitungen bzw. Verschraubungen gegeben werden.
Die Druckverluste, bzw. der Durchflusswiderstand, in einem Leitungssystem hängen ab vom Rohrinnendurchmesser, von der Strömungsgeschwindigkeit und von den Eigenschaften (Dichte und Viskosität) des Hydrauliköls ab.
Druckverluste werden durch die sogenannte Flüssigkeitsreibung, d.h. durch die Reibung des Öls an den Rohrwänden und die innere Reibung des Fluids verursacht.
Ab einer bestimmten Geschwindigkeit schlägt die Strömung des Öls von einer laminaren in die turbulente Strömung um. Turbulente Strömungen führen zu einer erhöhten Wärmebildung im System und haben Druck- bzw. Leistungsverluste zur Folge.

Das Verhalten der Strömung wird auch durch die sogenannte Reynoldsche Zahl Re gekennzeichnet.
Überschreitet diese Zahl Re einen bestimmten Wert, geht die laminare Strömung des Öls in eine turbulente Strömung über.
In Rohrleitungen wird laminare Strömung angestrebt. In Ventilen, Kupplungen und Kugelhähnen tritt meistens turbulente Strömung auf.
Die Druckverluste in geraden Rohrleitungen lassen sich nach den folgenden Gleichungen überschlägig bestimmen:
Montageanleitung Schneidring/Rohrverschraubung
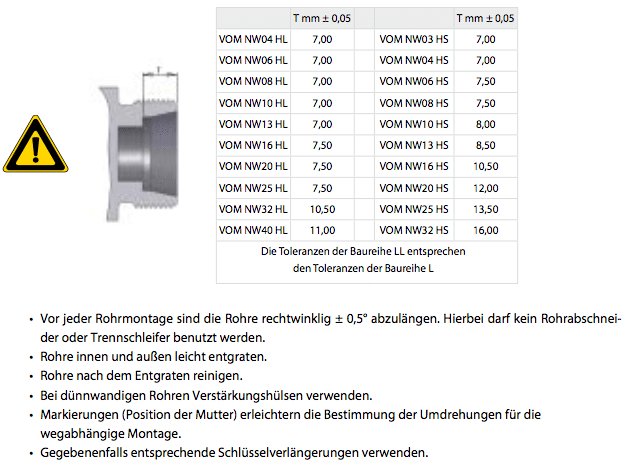
Für eine vollständige Schneidringmontage im Montagestutzen dürfen nur Montagestutzen verwendet werden, die ein entsprechendes Tiefenmaß T aufweisen!
1. Vollständige Schneidringmontage im gehärteten Montagestutzen (VONMNW)
EINLEITUNG
Diese Anweisung beschreibt die vollständige Montage eines Schneidringes (SRD) auf dem Rohr im Montagestutzen (VOMNW…). Es handelt sich nicht um eine Vormontage!
VORBEREITUNG
- Gewinde und Konus des Montagestutzens sowie Gewinde der Überwurfmutter leicht einölen.
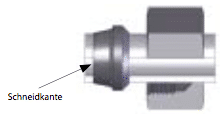
- Überwurfmutter und Schneidring auf da Rohr schi- ben, dabei auf die richtige Lage des Schneidrings achten, Schneidkanten des Schneidringes müssen zum Rohrende zeigen, sonst erfolgt eine Fehlmontage.
SCHNEIDRING- MONTAGE
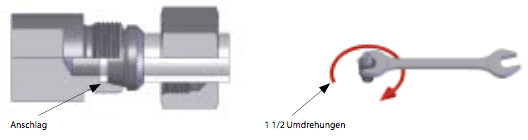
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* anziehen, dabei das Rohr fest gegen Anschlag im Montagestutzen drücken, sonst erfolgt kein Rohreinschnitt. Das Rohr darf sich bei der Montage nicht mitdrehen.
- Überwurfmutter 1 1/2 Umdrehungen mit Schlüssel anziehen.
KONTROLLE
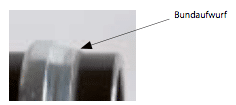
Rohr oder Verschraubung demontieren und überprüfen, ob ein deutlich sichtbarer Bundaufwurf vor der ersten (vorderen) Schneide vorhanden ist. Hierbei darf sich der Schneidring drehen, aber axial nicht verschieben lassen.
WIEDERHOL- MONTAGE
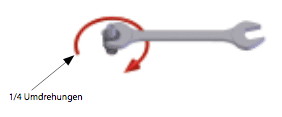
- Gewinde der Überwurfmutter und Gewinde des Verschraubungsstutzens mit Öl versehen. Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* auf dem Verschraubungskörper festschrauben. Überwurfmutter der Verschraubung oder Rohr max. 1/4 Umdrehung mit dem Schlüssel weiterdrehen (Festziehen / Dichtziehen).
Die Konen der Montagestutzen unterliegen einem üblichen Verschleiß und müssen in regelmäßigen Abständen mit Konuslehren überprüft werden.
* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden. Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
2. Vollständige Schneidringmontage im Verschraubungsnutzen
EINLEITUNG
Diese Anweisung beschreibt die vollständige Montage eines Schneidringes (SRD) auf dem Rohr im Rohrverschraubungsstutzen. Es handelt sich nicht um eine Vormontage!
VORBEREITUNG
- Gewinde und Konus des Verschraubungsstutzens sowie Gewinde der Überwurfmutter leicht einölen.
- Überwurfmutter und Schneidring auf das Rohr schieben, dabei auf die richtige Lage des Schneidrings achten, Schneidkanten des Schneidringes müssen zum Rohrende zeigen, sonst erfolgt eine Fehlmontage.
SCHNEIDRING-MONTAGE
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* anziehen, dabei das Rohr fest gegen Anschlag im Montagestutzen drücken, sonst erfolgt kein Rohreinschnitt. Das Rohr darf sich bei der Montage nicht mitdrehen.
- Überwurfmutter 1 1/2 Umdrehungen mit Schlüssel anziehen. Dabei Verschraubungsstutzen mit Schlüssel gegenhalten.
KONTROLLE
Rohr demontieren und überprüfen, ob ein deutlich sichtbarer Bundaufwurf vor der ersten (vorderen) Schneide vorhanden ist. Hierbei darf sich der Schneidring drehen, aber axial nicht verschieben lassen.
WIEDERHOL- MONTAGE
- Gewinde der Überwurfmutter, Schneidring und Gewinde des Verschraubungsstutzens mit Öl versehen. Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* auf dem Verschraubungskör- per festschrauben. Überwurfmutter der Verschraubung oder Rohr max. 1/4 Umdrehung mit dem Schlüssel weiterdrehen (Festziehen / Dichtziehen)
Jeder Verschraubungsstutzen sollte nur einmal zur Schneidringmontage auf dem Rohr ver- wendet werden, jede weitere Benutzung kann zur Beeinträchtigung der Funktion führen. Ab einem Rohrdurchmesser von 30 mm empfehlen wir, die Montage in einem Schraubstock durchzuführen.
* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden. Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
3. Vormontage im Montage- oder Verschraubungsstutzen
EINLEITUNG
Diese Anweisung beschreibt die Vormontage eines Schneidringes (SRD) auf dem Rohr im Rohrverschraubungsstutzen oder Montagestutzen.Diese Anweisung beschreibt die Vormontage eines Schneidringes (SRD) auf dem Rohr im Rohrverschraubungsstutzen oder Montagestutzen.
VORBEREITUNG
Gewinde und Konus des Verschraubungsstutzens sowie Gewinde der Überwurfmutter leicht einölen.
Überwurfmutter und Schneidring auf das Rohr schieben, dabei auf die richtige Lage des
Schneidrings achten, Schneidkanten des Schneidringes müssen zum Rohrende zeigen, sonst erfolgt eine Fehlmontage.
SCHNEIDRING- MONTAGE
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* anziehen, dabei das Rohr fest gegen Anschlag im Verschaubungsstutzen drücken, sonst erfolgt kein Rohreinschnitt. Das Rohr darf sich bei der Montage nicht mitdrehen.
- Überwurfmutter 1 1/4 Umdrehungen mit Schlüssel anziehen. Dabei Verschraubungsstutzen mit Schlüssel gegenhalten.
KONTROLLE
Rohr demontieren und überprüfen, ob ein deutlich sichtbarer Bundaufwurf vor der ersten (vorderen) Schneide vorhanden ist. Hierbei darf sich der Schneidring drehen, aber axial nicht verschieben lassen.
* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden.
Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
4. Fertigmontage von werksseitig vormontierten Verschraubungen im Verschraubungsstutzen
- Bei diesen Verschraubungen ist der Schneidring werksseitig schon vormontiert.
- Richtige Lage, Sitz und Bundaufwurf des bereits vorhandenen Schneidringes kontrollieren.
- Gewinde der Überwurfmutter, Schneidring und Gewinde des Verschraubungsstutzens mit Öl
versehen. - Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* festschrauben.
- Überwurfmutter 1/4 Umdrehung anziehen, hierbei Verschraubungsstutzen mit Schlüssel gegenhalten.
Wir empfehlen auf HANSA-FLEX 24° Dichtkegelverschraubungen auszuweichen.
5. Montage von 24° Dichtkegelverschraubungen (AOL/AOS)
- Gewinde und Konus des Verschraubungsstutzens sowie Gewinde der Überwurfmutter leicht einölen.
- Verschraubungskörper (Dichtkegel) gerade auf die Verschraubung aufsetzen.
- Überwurfmutter der Dichtkegelverschraubung bis zum deutlich spürbaren Kraftanstieg* auf
- den Verschraubungskörper festschrauben.
- Überwurfmutter der Dichtkegelverschraubung oder Rohr max. 1/4 Umdrehung mit dem
- Schlüssel weiterdrehen (Festziehen / Dichtziehen).
* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden.
Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
6. Montage im gehärteten Montagestutzen (VOMNW...) Edelstahl
EINLEITUNG
Diese Anweisung beschreibt die Vormontage eines Schneidringes (SRD…VA) auf dem Edelstahlrohr im Montagestutzen und die Fertigmontage des Schneidringes im Verschraubungskörper.
VORBEREITUNG
- Gewinde und Konus des Montagestutzens sowie Gewinde der Überwurfmutter mit HANSA-FLEX Montagepaste einfetten.
- Überwurfmutter und Schneidring auf das Rohr schieben, dabei auf die richtige Lage des Schneidrings achten, Schneidkanten des Schneidringes müssen zum Rohrende zeigen, sonst erfolgt eine Fehlmontage.
SCHNEIDRINGMONTAGE
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* anziehen, dabei Rohr fest gegen Anschlag im Montagestutzen drücken, sonst erfolgt kein Rohreinschnitt.
- Überwurfmutter 1 1/4 Umdrehungen mit Schlüssel anziehen.
KONTROLLE
- Rohr oder Verschraubung demontieren und überprüfen, ob ein deutlich sichtbarer Bundaufwurf vor der ersten (vorderen) Schneide vorhanden ist. Hierbei darf sich der Schneidring drehen, aber nicht axial verschieben lassen.
FERTIGMONTAGE
- Gewinde der Überwurfmutter und Gewinde des Verschraubungsstutzens mit HANSA-FLEX Montagepaste einfetten. Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* auf dem Verschraubungskörper festschrauben. Überwurfmutter ca. 1/2 Umdrehung mit dem Schlüssel weiterdrehen.
WIEDERHOLMONTAGE
Gewinde der Überwurfmutter und Gewinde des Verschraubungsstutzens mit HANSA-FLEX Montagepaste einfetten. Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* auf den Verschraubungskörper festschrauben. Überwurfmutter der Verschraubung oder Rohr ca. 1/4 Umdrehung mit dem Schlüssel weiterdrehen (Festziehen / Dichtziehen)
Die Konen der Montagestutzen unterliegen einem üblichen Verschleiß und müssen in regelmäßigen Abständen mit Konuslehren überprüft werden. Jeder Verschraubungsstutzen sollte nur einmal zur Fertigmontage auf dem Rohr verwendet werden, jede weitere Benutzung kann zur Beeinträchtigung der Funktion führen.
Eine Vormontage im Verschraubungsstutzen ist nicht zulässig!
* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden.
Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
7. Fertigmontage von werksseitig vormontierten Edelstahlverschraubungen im Verschraubungsstzutzen
- Bei diesen Verschraubungen ist der Schneidring werksseitig schon vormontiert.
- Richtige Lage, Sitz und Bundaufwurf des bereits vorhandenen Schneidringes kontrollieren.
- Gewinde der Überwurfmutter, Schneidring und Gewinde des Verschraubungsstutzens mit HANSA-FLEX Montagepaste einfetten.
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* festschrauben.
- Überwurfmutter ca. 1/2 Umdrehung anziehen, hierbei Verschraubungsstutzen mit Schlüssel gegenhalten.
Wir empfehlen auf HANSA-FLEX Dichtkegelverschraubungen auszuweichen.

* Definition „deutlich spürbarer Kraftanstieg“:
Überwurfmutter bis zum Punkt anziehen, an dem sich die Überwurfmutter deutlich schwerer drehen lässt. Hierbei müssen z.B. leichte Schäden am Gewinde, die sich durch leichtes Festhaken der Überwurfmutter bemerkbar machen, überwunden werden.
Bei Dichtkegelverschraubungen mit O-Ring (AOL / AOS) muss die Vorspannung des O-Ringes überbrückt werden und der Dichtkegel muss metallisch am Konus des HL/HS- Anschlusses anliegen.
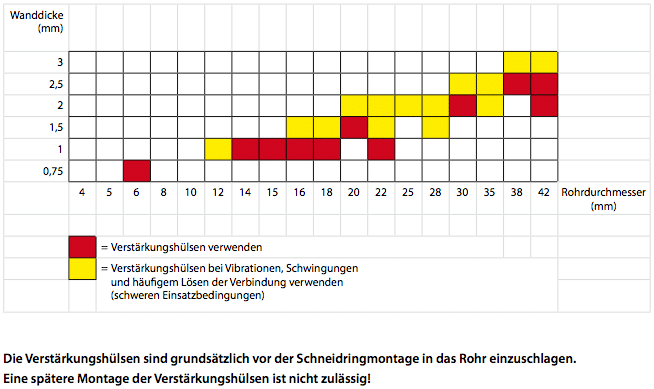
8. Richtige Auswahl der Verstärkungshülsen bei dünnwandigen Rohren aus Stahl und Edelstahl
HANSA-FLEX Bezeichnung
VSH..ID
VSH..IDVA
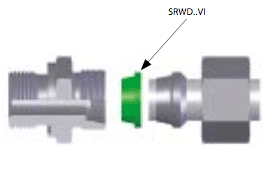
9. Montage der SRWD..VI Wichdichtung
- Die Montage der SRWD..VI Weichdichtung setzt eine richtige Montage des Schneidringes voraus.
- Rohr demontieren und überprüfen, ob ein deutlich sichtbarer Bundaufwurf vor der ersten (vorderen)
Schneide vorhanden ist. - SRWD..VI Weichdichtung über den Schneidring schieben.
- Überwurfmutter bis zum deutlich spürbaren Kraftanstieg* auf dem Verschraubungskörper
festschrauben.
a) Vollständig montierter Schneidring: Überwurfmutter der Verschraubung oder Rohr ca. 30° bis 60° mit dem Schlüssel weiterdrehen (Festziehen / Dichtziehen).
b) Vormontierter Schneidring: Überwurfmutter der Verschraubung oder Rohr bei vormontierten Schneidringen 1/4 Umdrehung mit dem Schlüssel weiterdrehen.
- Bei jeder Demontage bzw. Neumontage empfehlen wir den Austausch der SRWD..VI Weichdichtung